SGELLTRCO established in 2014, as a well-recognized distributor of instrumentation, supply a comprehensive range of process instrumentation and processing equipment including:
Flow Instrumentation
Level Instrumentation
Pressure Instrumentation
Analyzer Instrumentation
Temperature Instrumentation
What is a pressure gauge?
Pressure gauges are instruments for measuring and displaying the pressure of a medium. Pressure gauges are pressure measuring instruments with elastic pressure elements, which have been used millions of times in various industrial applications. Depending on the area of application of the pressure gauge, Bourdon tubes, diaphragm elements or capsule elements are used as pressure elements.
Which pressures do pressure gauges measure?
Pressure gauges measure gauge pressure, absolute pressure and differential pressure. Furthermore, not only can WIKA pressure gauges be used for measuring positive gauge pressure, but also for measuring negative gauge pressure.
How does a pressure gauge work?
Pressure gauges work differently depending on the type. In industrial measurement technology, two different types of pressure gauges are used - Bourdon tube pressure gauges and diaphragm pressure gauges. They have different functional principles and are therefore suitable for different applications. With Bourdon tube pressure gauges, the pressure is measured by a Bourdon tube transmitting pressure directly to the pointer. Inside the case there is a curved tube, into which the medium enters and causes the Bourdon tube to stretch. This stretching is transmitted to the movement via a link and a toothed segment and displayed on the dial as a corresponding deflection.
Bourdon tube pressure gauges can be used in a variety of ways and cover the majority of applications. However, when they reach their limits, diaphragm pressure gauges are used. In diaphragm pressure gauges, the pressure is transmitted via a wave-shaped diaphragm to a link. This then transfers the pressure to the movement.
What material should my pressure gauge be made of?
WIKA offers all common case forms. For standard applications, a plastic version with a copper-alloyed measuring system is sufficient for neutral media, such as compressed air, water or oil. For hydraulic applications, we recommend a robust chrome case with a glycerine filling that damps the measuring system against vibration and thus ensures good readability of the instrument. For measuring tasks in aggressive, not highly viscous and non-crystallising substances, even in aggressive environments, the pressure gauge variants made from stainless steel are suitable. The measuring system can also be coated with a special material such as PTFE, gold, Hastelloy and many others. This protects the instrument from aggressive media.
What is meant by the accuracy class of a pressure gauge?
On the dial of a pressure gauge we always find an indication of the accuracy class. The accuracy class of a pressure gauge defines the permissible deviation of the display in percent of the full scale value. For plastic cases, this is 4 % or 2.5 %, whereas for chrome steel or stainless steel instruments it is 1.6 % or 1.0 %. For test gauges, the accuracy class is 0.6 %, 0.25 % or even 0.1 %, depending on the display range used. What does this mean in practice? With a measuring range of 0 to 100 bar and an accuracy class of 1.0 %, the permissible deviation is 1 bar over the entire measuring range.
What is a Flow Meter?
A flow meter (or a flow sensor) is type of flow instrument that is used to indicate the amount of liquid, gas, or vapor moving through a pipe or conduit by measuring linear, non-linear, mass, or volumetric flow rates. Since flow control is often essential, measuring the flow of liquids and gasses is a critical need for many industrial applications – and there are many different types of flow meters that can be utilized depending on the nature of the application.
When choosing a flow meter, one should consider such intangible factors as familiarity of plant personnel, their experience with calibration and maintenance, spare parts availability, and meant time between failure history, etc., at the particular plant site. It is also recommended that the cost of the installation be computed only after taking these steps. One of the most common flow measurement mistakes is the reversal of this sequence: instead of selecting a sensor which will perform properly, an attempt is made to justify the use of a device because it is less expensive. Those “inexpensive” purchases can be the costliest installations.
How to Choose a Flow Meter
The basis of good flow meter selection is a clear understanding of the requirements of the particular application. Therefore, time should be invested in fully evaluating the nature of the process fluid and of the overall installation. The development of specifications that state the application requirements should be a systematic, step-by-step process.
Initial Steps
The first step in the flow sensor selection process is to determine if the flowrate information should be continuous or totalized, and whether this information is needed locally or remotely. If remotely, should the transmission be analog, digital, or shared? And, if shared, what is the required (minimum) data-update frequency? Once these questions are answered, an evaluation of the properties and flow characteristics of the process fluid, and of the piping that will accommodate the flow meter, should take place (Table 1).
Table 1: Flow Meter Evaluation Table
Fluid and Flow Characteristics
The fluid and its pressure temperature, allowable pressure drop, density (or specific gravity), conductivity, viscosity (Newtonian or not?), and vapor pressure at maximum operating temperature are listed, together with an indication of how these properties might vary or interact. In addition, all safety or toxicity information should be provided, together with detailed data on the fluid’s composition, presence of bubbles, solids (abrasive or soft, size of particles, fibers), tendency to coat, and light transmission qualities (opaque, translucent, or transparent?).
Pressure and Temperature Ranges
Expected minimum and maximum pressure and temperature values should be given in addition to the normal operating values. Whether flow can reverse, whether it does not always fill the pipe, whether slug flow can develop (air-solids-liquid), whether aeration or pulsation is likely, whether sudden temperature changes can occur, or whether special precautions are needed during cleaning and maintenance, these facts, too, should be stated.
Piping and Installation Area
Concerning the piping and the area where the flow meter is to be located, the following information should be specified: For the piping, its direction (avoid downward flow in liquid applications), size, material, schedule, flange-pressure rating, accessibility, up or downstream turns, valves, regulators, and available straight-pipe run lengths.
In connection with the area, the specifying engineer must know if vibration or magnetic fields are present or possible, if electric or pneumatic power is available, if the area is classified for explosion hazards, or if there are other special requirements such as compliance with sanitary or clean-in-place (CIP) regulations.
Flow Rates and Accuracy
The next step is to determine the required meter range by identifying minimum and maximum flows (mass or volumetric) that will be measured. After that, the required flow measurement accuracy is determined. Typically, accuracy is specified in percentage of actual reading (AR), in percentage of calibrated span (CS), or in percentage of full scale (FS) units. The accuracy requirements should be separately stated at minimum, normal, and maximum flowrates. Unless you know these requirements, your meter’s performance may not be acceptable over its full range.
Accuracy vs Repeatability
In applications where products are sold or purchased on the basis of a meter reading, absolute accuracy is critical. In other applications, repeatability may be more important than absolute accuracy. Therefore, it is advisable to establish separately the accuracy and repeatability requirements of each application and to state both in the specifications.
When a flow meter’s accuracy is state in % CS or % FS units, its absolute error will rise as the measured flow rate drops. If meter error is stated in % AR, the error in absolute terms stays the same at high or low flows. Because full scale (FS) is always a larger quantity than the calibrated span (CS), a sensor with a % FS performance will always have a larger error than one with the same % CS specification. Therefore, in order to compare all bids fairly, it is advisable to convert all quoted error statements into the same % AR units.
It is also recommended that the user compare installations on the basis of the total error of the loop. For example, the inaccuracy of an orifice plate is stated in % AR, while the error of the associated d/p cell is in % CS or % FS. Similarly, the inaccuracy of a Coriolis meter is the sum of two errors, one given in % AR, the other as a % FS value. Total inaccuracy is calculated by taking the root of the sum of the squares of the component inaccuracies at the desired flow rates.
In well-prepared flow meter specifications, all accuracy statements are converted into uniform % AR units and these % AR requirements are specified separately for minimum, normal, and maximum flows. All flow meter specifications and bids should clearly state both the accuracy and the repeatability of the meter at minimum, normal, and maximum flows.
Table 1 provides data on the range of Reynolds numbers (Re or RD) within which the various flow meter designs can operate. In selecting the right flow meter, one of the first steps is to determine both the minimum and the maximum Reynolds numbers for the application. Maximum RD is obtained by making the calculation when flow and density are at their maximum and viscosity at its minimum. Conversely, the minimum RD is obtained by using minimum flow and density and maximum viscosity.
If acceptable meeting performance can be obtained from two different flow meter categories and one has no moving parts, select the one without moving parts. Moving parts are a potential source of problems, not only for the obvious reasons of wear, lubrication, and sensitivity to coating, but also because moving parts require clearance spaces that sometimes introduce “slippage” into the flow being measured. Even with well-maintained and calibrated meters, this unmeasured flow varies with changes in fluid viscosity and temperature. Changes in temperature also change the internal dimensions of the meter and require compensation.
Furthermore, if one can obtain the same performance from both a full flow meter and a point sensor, it is generally advisable to use the flow meter. Because the point sensors do not look at the full flow, they read accurately only if they are inserted to a depth where the flow velocity is the average of the velocity profile across the pipe. Even if this point is carefully determined at the time of calibration, it is not likely to remain unaltered, since velocity profiles change with flowrate, viscosity, temperature, and other factors.
If all other considerations are the same, but one design offers less pressure loss, it is advisable to select that design. Part of the reason is that the pressure loss will have to be paid for in higher pump or compressor operating costs over the life of the plant. Another reason is that a pressure drop is caused by any restriction in the flow path, and wherever a pipe is restricted becomes a potential site for material build-up, plugging, or cavitation.
Mass or Volumetric Units
Before specifying a flow meter, it is also advisable to determine whether the flow information will be more useful if presented in mass or volumetric units. When measuring the flow of compressible materials, volumetric flow is not very meaningful unless density (and sometimes also viscosity) is constant. When the velocity (volumetric flow) of incompressible liquids is measured, the presence of suspended bubbles will cause error, therefore, air and gas must be removed before the fluid reaches the meter. In other velocity sensors, pipe liners can cause problems (ultrasonic), or the meter may stop functioning if the Reynolds number is too low (in vortex shedding meters RD > 20,000 is required).
In view of these considerations, mass flow meters, which are insensitive to density, pressure, and viscosity variations and are not affected by changes in the Reynolds number, should be kept in mind. Also underutilized in the chemical industry are the various flumes that can measure flow in partially full pipes and can pass large floating or settleable solids.
Maintaining a Flow Meter
A number of factors influence maintenance requirements and the life expectancy of flow meters. The major factor, of course, is matching the right instrument to the particular application. Poorly selected devices invariably will cause problems at an early date. Flow meters with no moving parts usually will require less attention than units with moving parts. But all flow meters eventually require some maintenance.
Primary elements in differential pressure flowmeters require extensive piping, valves, and fittings when they are connected to their secondary elements, so maintenance may be a recurring effort in such installations. Impulse lines can plug or corrode and must be cleaned or replaced. And improper location of the secondary element can result in measurement errors. Relocating the element can be expensive.
Flowmeters with moving parts require periodic internal inspection, especially if the liquid being metered is dirty or viscous. Installing filters ahead of such units will help minimize fouling and wear. Obstruction-less instruments, such as ultrasonic or electromagnetic meters, may develop problems with their secondary element's electronic components. Pressure sensors associated with secondary elements should be periodically removed and inspected.
Applications where coatings may occur are also potential problems for obstruction-less instruments such as magnetic or ultrasonic units. If the coating is insulating, the operation of magnetic flowmeters will ultimately be impaired if the electrodes are insulated from the liquid. This condition will be prevented by periodic cleaning. With ultrasonic flowmeters, refraction angles may change, and the sonic energy absorbed by the coating will cause the meter to become inoperative.
Level Measurement
Level measurement of fluids in process equipment is necessary to maintain proper fluid levels in concerned equipment. Every equipment has Normal liquid levels (NLL), high liquid level (HLL) and low liquid level (LLL). Equipment shall ideally operate at Normal liquid level. Level sensors provide signal to pumps control unit and control valves so that they can take necessary action to maintain liquid level at NLL.
There are various types of level measuring instruments. Some are for local readout, some transmit level information to process control room. Level switches send signal only when level in an equipment goes above HLL or below LLL.
Magneto Restrictive Level Transmitter
This type of level transmitter includes a sensor wire, connected to a piezoceramic sensor inside the transmitter. This sensor wire runs straight down the sensor tube and is attached to the tension fixture at the bottom of the sensor tube.Sensor tube passes through a hole in a float. This float consists of circular magnets and moves up and down the sensor tube while floating on the liquid surface.
To find the elevation of the float and thus the level of liquid, the transmitter sends a short current pulse down the sensor wire. This pulse sets up a temporary magnetic field along its entire length. A timing circuit is triggered ON at the same time.
Magnetorestrictive Level Transmitter
This magnetic field created pulse of electric current interacts with the magnetic field of permanent magnets inside the float and a torsional force is generated in the wire much like ultrasonic vibration or wave and travels back to the piezoceramic sensor at a particular speed. When the sensor detects the torsional wave, it produces an electrical signal that notifies the timing circuit that the wave has arrived and stops the timing circuit. The timing circuit measures the time interval (TOF) between the start of the current pulse and the wave’s arrival. From this information, the float’s location is very precisely determined and presented as a level signal by the transmitter. Key advantages of this technology are that the signal speed is known and constant with process variables such as temperature and pressure, and the signal is not affected by foam, beam divergence, or false echoes. Another benefit is that the only moving part is the float that rides up and down with the fluid’s surface.
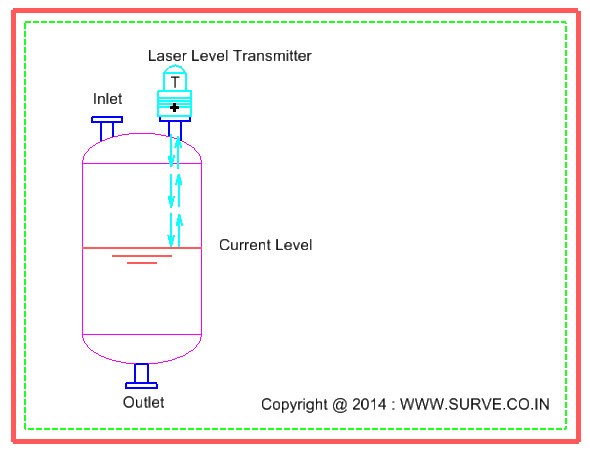
Laser Level Transmitter
Laser level transmitters use the speed of light to measure the level of liquid. A laser transmitter at the vessel top fires a short pulse of laser light down to the liquid surface which then gets reflected back to the detector in the same assembly. A timing circuit measures the elapsed time and calculates the distance. In case of high temperature or pressure conditions such as Reactors, a special sight glass window is used to contain the process conditions and separate the transmitter from process. Sight glass should be able to pass the laser beam without diffusion and attenuation.
Laser Level Transmitter
Advantages
lasers have virtually no beam spread (0.2° beam divergence) and no false echoes, and can be directed through spaces as small as 2 in.2
Laser give precise readings, even in vapor and foam.
They are ideal for use in vessels with numerous obstructions and can measure distances up to 1500 ft.
Applications
Bulk solids
Slurries
Opaque liquids such as dirty sumps, milk, and liquid styrene.
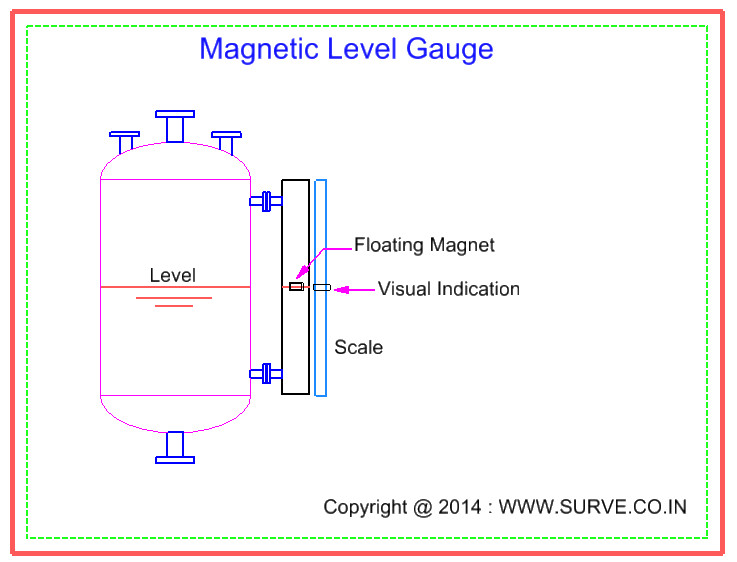
Magnetic Level Gauge
Magnetic level gauge consists of a float, carrying a set of strong permanent magnets, riding in an external tube (Float Chamber) attached to the vessel by two nozzles.
As the float moves up and down along with liquid level, a magnetized shuttle or bar graph indication moves with it, indicating the position of the float and thus providing the level indication.
Auxiliary column and chamber walls are made of non-magnetic material, mostly exotic materials like Hastelloy C-276 or engineered plastics.
Magnetic Level Gauge
Advantages
Float designs can be optimized for the specific gravity of the fluid being measured, whether butane, propane, oil, acid, water, or interfaces between two fluids, as well as a large selection of float materials.
They can handle high temperatures, high pressures, and corrosive fluids.
Oversized float chambers and high-buoyancy floats are available for applications where buildup is anticipated.
Steam jacketing can be used for Liquid Asphalt.
Oversizes chambers can be used for Flashing conditions.
Cryogenic temperature designs can be used for liquid nitrogen and refrigerants.
Titanium, Incoloy, and Monel are available for varying combinations of high-temperature, high-pressure, low-specific-gravity, and corrosive-fluid applications.
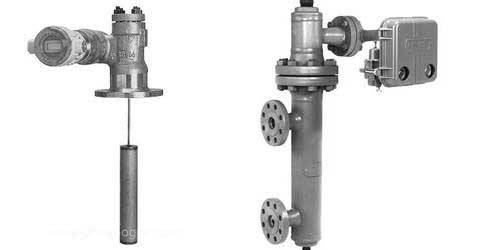
Displacement Level Measurement
This device works on the “Archimede’s Principle”. It consists of a displacer rod suspended in the vessel. Height of this displacer should be at least from lowest level to be measured to the highest level to be measured.
As the fluid level rises, displacer displaces a volume of liquid equal to the cross section of the displacer multiplied by height of displacer immersed in fluid. This displaced fluid exerts a buoyancy force on the displacer which is measured by a force transducer at the top of the displacer. Transducer is linked to the transmitter. This force is directly proportional to the level of liquid inside the tank.
Displacement Level Transmitter
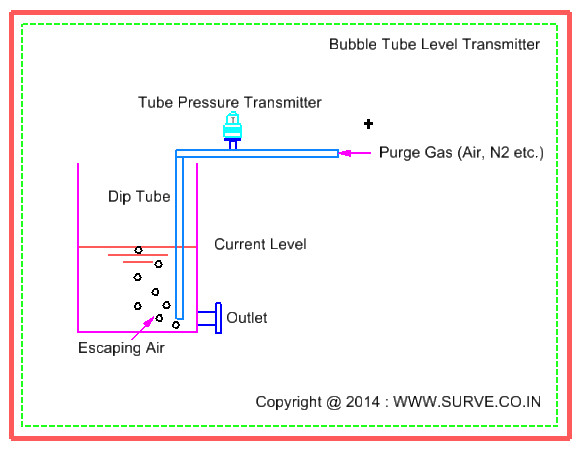
Bubble Tube Level Transmitter
A bubble tube level instrument consists of a dip tube installed in a tank. This tube has its open end near the bottom of the tank. A purge gas like Air or Nitrogen is fed to this tube. As the gas flows down the tubes outlet, pressure in the tube changes based on level of liquid in the tank as the gas has to overcome hydrostatic pressure of liquid to escape through the bottom of the tube. This pressure is measured by a pressure transducer attached to the tube. It equals the density of liquid multiplied by depth of liquid from top level to end of tube at the bottom.
Nitrogen is used instead of air when nature of liquid is such that it is necessary to avoid oxidation reactions due to air.
Bubble Tube Level Principle
Aplications
Used in pressure vessels operating under atmospheric pressure.
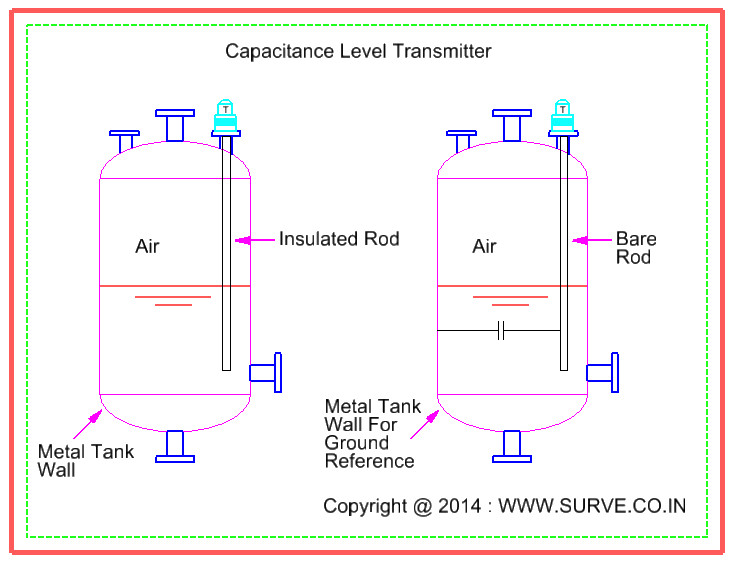
Capacitance Level Transmitter
This level measurement works on the principal of dielectric constant. Dielectric Constant of process fluids like Oils, Water Solutions etc are different from that of the Air. Dielectric constant of Air is almost 1.0.
Capacitance level sensor measures the changing capacitance between two plates, separated by process fluid.
As the fluid level rises, capacitance rises proportionally. An electric circuit called Capacitance Bridge measures the total capacitance and provides a continuous level measurement.
Capacitance Level Transmitter
There are two configurations of such level transmitters :
Capacitance is measured between process fluid and insulated rod attached to the transmitter.
Capacitance is measure between tank metal wall or reference probe and un-insulated rod attached to the transmitter.
Nucleonic Level Transmitter
Nucleonic (gamma) level technology can be used for measuring levels of liquids as well as solids. They have been used for more than 35 Years.
It consists of a gamma source, gamma detector and a microprocessor to process the signal to human readable form. A gamma source is mounted on vessel wall without any nozzle penetration in wall as required in all other types of instruments. Gamma waves can pass through the metal wall of the vessel. Detector is installed on the opposite side of the vessel. Gamma radiation passes through the wall, some of it gets blocked by liquid or solids in the vessel and rest passes through to the receiver. Strength of detected radiation gives direct indication of level of fluid in the vessel.
As this instrument is mounted external to the vessel, it can be maintained without disturbing the process. There is risk of radiation to the personnel which can be eliminated by access restriction to the area where radiation is present during operation of the instrument.
Nucleonic Level Transmitter
Advantages
They can be used for both Solids or Liquid Measurement
Level Measurement Not Affected by: Internal Obstructions. i.e. Agitators, Extreme Process Temperatures, Caustic Processes, Violent Product Flow, Sterile Process, Changing Process, Variable Product Flow.
Automatic Compensation for Vapor Density Changes.
Automatic Compensation for Foam or Gasses.
Automatic Compensation for Process Build-Up.
Detectors Contoured to the Shape of Vessels.
Notes
Any errors caused by changes in gas density can be eliminated by using extra “Point Detector”. With an auto calibration feature, effects of build-up on vessel walls can be eliminated.
Previously, Geiger-Müller Tubes or Ion Chambers were used for detection of radiation, which were less efficient and high energy level source was required for proper functioning.
New detector technology includes Scintillation Materials such as Sodium Iodide (NaI), and Plastic (PVT) crystals which have disadvantage of being rigid, heavy and are limited to individual lengths of 15 ft.
New lightweight flexbile detectors utilizing either scintillating fill-fluid or fiber-optic bundles encased in liquid tight armoured sheathing have been invented. They enable detector to be contoured around horizontal or spherical vessels or parts of the vessels where space is limited and also ensure complete coverage over the desired measurement range.
Typically, the measurement is repeatable to a process density of +/-0.005 SpG and ½ inch (13 mm) level.
Radar Level Transmitter
Radar level transmitter use microwaves to measure the level of fluid in a process tank. It beams microwaves downwards towards bottom of the tank. When microwaves hit the surface of the liquid, some of them get reflected back to the receiver built in the transmitter module. Time taken to travel to the liquid surface and back is measured by an electronic timing circuit.
Amount of microwaves reflected back depends on the die-electric constant of the fluid. If dielectric constant is low, less microwaves are reflected and measuring liquid level can be difficult. Water has high dielectric constant of 80, hence reflects microwaves excellently.
Horn type radar level instrument transmits microwaves through the air/vapors inside the tank. These microwaves can get reflected through the vessel internals, deposits on vessel internal parts etc. and complex fuzzy logic needs to be implemented to correctly measure the level.
Radar Level Transmitter
Solution to above problem is Guided Wave Radar (GWR) transmitters. They incorporate a rigid or flexible cable antenna system to guide the microwaves down to the vessel. False echos from vessel walls and other parts are avoided. They are 20 times more efficient than through air radar systems due to focussed energy transmission, and can be used to measure level of liquids having dielectric constants down to 1.4 or lower.
Speed of radar waves are unaffected by vapor space gas composition, temperature or pressure. So they need no recalibration for vacuum or foams.
Ultrasonic Level Transmitter
This device uses Ultrasonic sound waves to measure the level of a liquid. It consists of a transducer which emits ultrasonic sound waves in frequencies tens of kilohertz range. This sound wave travels down to the surface of liquid and reflects back. Time required for return journey is used to measure level of liquid.
The speed of sound (340 m/s in air at 15°C (1115 fps at 60°F) depends on the mixture of gases in the headspace and their temperature. Sensor temperature is compensated for (assuming that the sensor is at the same temperature as the air in the headspace). This method is mostly used in atmospheric pressure measurements in air or nitrogen.
Ultrasonic Level Transmitter
Float Type Level Switches
Float type level switches consists of a float displacer in a chamber. This chamber has two nozzle connections to the vessel. Liquid flows through the lower nozzle to the chamber. Changing level of float inside the chamber is sensed by a sensor inside the transmitter.
The size of nozzle connections range from 1″ to 2″. A block valve is installed between vessel and chamber so that this instrument can be maintained without disturbing the process.
Float Level Switch
Another type of level control instrument is based on an internal ball, which is generally used in vessels containing viscous liquids. Unlike the housed displacer, the ball or float is immersed directly inside the vessel through a flanged connection, which is large enough for the assembly to be withdrawn for maintenance. These instruments have no block valve and are installed on the side or on the top of the vessel.

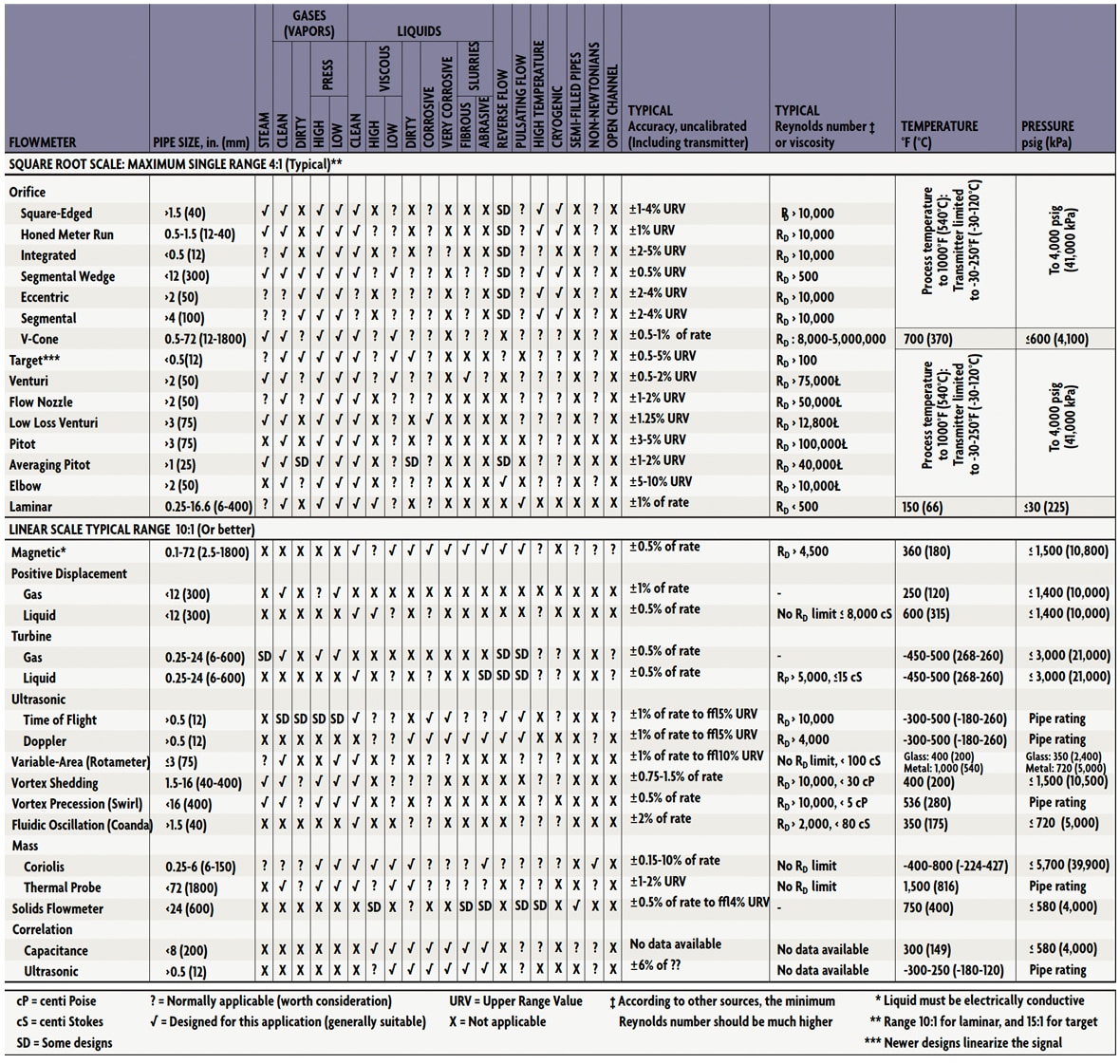 Table 1: Flow Meter Evaluation Table
Table 1: Flow Meter Evaluation Table
 There are various types of level measuring instruments. Some are for local readout, some transmit level information to process control room. Level switches send signal only when level in an equipment goes above HLL or below LLL.
There are various types of level measuring instruments. Some are for local readout, some transmit level information to process control room. Level switches send signal only when level in an equipment goes above HLL or below LLL.





Reviews
There are no reviews yet.